
分享深孔加工技术的关键在哪里?
来源:山东圣邦机床有限公司 | 发布时间:2021年08月06日分享深孔加工技术的关键在哪里?
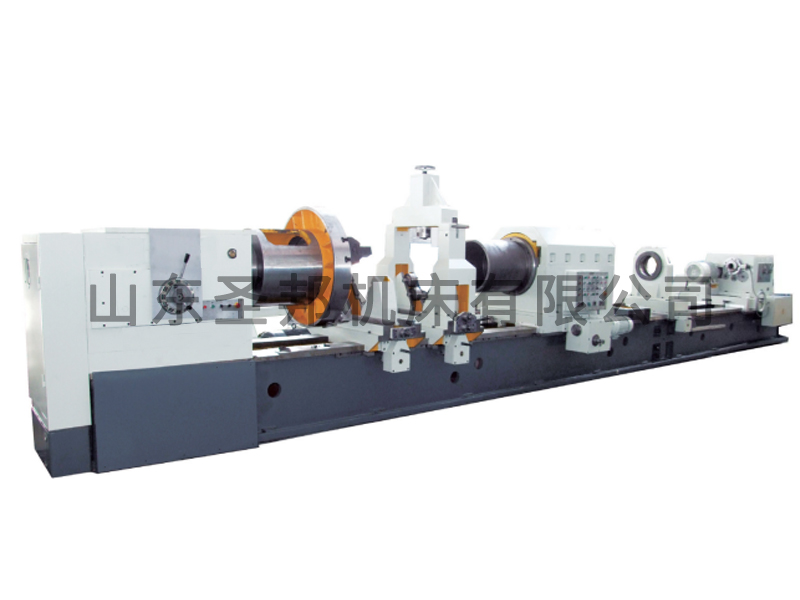
深孔就是指深度与直径比L/d≥5的孔,是机械设备加工中的一道难点,尤其是大深径比的深孔加工,难题取决于刀具长细,刚度差、抗压强度低,易造成刀具倾斜,且排热艰难,铣面不容易,常常造成直徑增大、出現锥型或孔倾斜等状况,进而达不上品质规定。
零件深孔加工采用基本的钻削方法,需延长麻花钻头,并且要断屑加工,不但加工精密度低、粗糙度差,加工效率低、作业者劳动效率大、品质无法确保,并且非常容易造成堵屑或断裂麻花钻,导致更大的加工艰难,因而刀具是挑选深孔加工专用型刀具。机器设备的采用充分考虑本企业产品类别多,深孔加工产品品种差别大,且生产制造大批量较小,不太可能购买深孔加工专用设备,以便能够更好地确保深孔精密度规定,融合加工厂具体,挑选适合的加工机器设备来考虑深孔加工的技术标准。
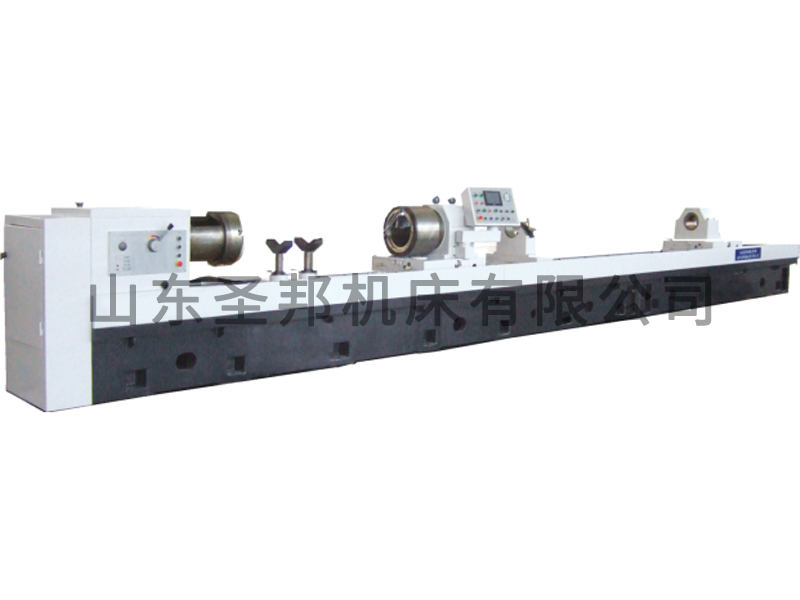
深孔加工大家选用了二种加工计划方案开展实验加工:一种是进到导向性孔和撤出深孔时,均采用低于钻削时转数和进给率的方式开展深孔加工;另一种是以较低转数和进给率翻转进到导向性孔,以零转数和G0的速率迅速撤出深孔的加工方式。历经实验加工发觉:一种加工方式加工效率低且零件工艺性能差,而二种加工方式,加工效率且品质不错。因而,在确保充足制冷工作压力的状况下,挑选二种加工方式开展了刀具寿命试验。实验全过程中发觉,1把枪钻加工到第四件零件时,加工响声出现异常,因此降低进给倍数为90%,再次加工,可圆满完成第四件和第5件的加工,但加工到第六件时,加工到孔深78mm时,麻花钻断裂。历经实验,在降低进给倍数的状况下,1把枪钻数多加工5件零件,可避免麻花钻断裂。
在一些深孔加工厂家范畴内,枪钻能处理麻花钻头不可以处理的深孔和高精密孔加工难题,可钻出来一个平行度高、粗糙度好的孔。并且在固定不动全部要素,如主轴轴承转速比、进给速率和冷冻液工作压力后,深孔钻这一工艺流程便变成一个简单的“规范”工艺流程,不会受到操作工技术性的危害,要是是一个的枪钻便可在加工过程中出示一致的主要表现。
上一条:
深孔加工在生产中碰到的难题有什么?
下一条:
深孔钻床的加工工艺有哪些
【相关产品】